Lagede presisjonsinstrumenter – dekoder designfilosofien og produksjonsteknologien til koniske barberblader
Apr 29, 2026
Lagede presisjonsinstrumenter - som avkoder designfilosofien og produksjonsteknologien til koniske barberblader
Sammendrag: Fra perspektivene til ingeniørvitenskap og materialvitenskap, dekonstruerer denne artikkelen dypt designlogikken og produksjonsbarrierene til artroskopiske koniske barberblader. Den utforsker geometrisk konfigurasjonsdesign, valg av metallmateriale, overflatebehandlingsprosesser, kraftoverføringseffektivitet og steril barriereteknologi, og avslører hvordan sofistikert industriell produksjon konverterer kirurgens operasjonelle intensjoner til nøyaktige, atraumatiske bevegelser i det begrensede leddhulen.
Hovedtekst
Ved artroskopisk kirurgi visualiserer kirurger lesjoner via monitorer og manipulerer håndholdte enheter manuelt. Deres taktile persepsjon og mekaniske kraft overføres gjennom forseggjorte elektromekaniske systemer og utføres til slutt av det koniske barberbladet som trenger inn i leddet. Denne metalliske komponenten i centimeter--skala fungerer som den endelige utførelsesterminalen som forbinder det makroskopiske operasjonsmiljøet og det mikroskopiske intra-artikulære kirurgiske feltet. Ytelsen bestemmer direkte intraoperativ håndteringsfølelse, operasjonell effektivitet og pasientsikkerhet. Følgelig er designfilosofien og produksjonshåndverket et uttrykk for dyp tverrfaglig ingeniørvisdom.
I. Geometrisk design: Trekantet balanse mellom effektivitet, strukturell styrke og sikkerhet
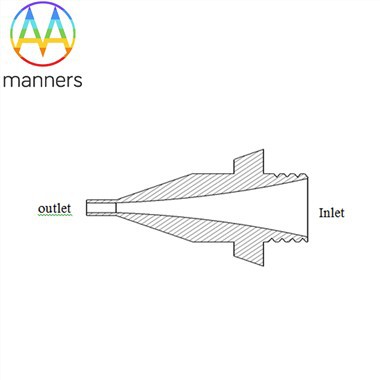
1. Konusvinkel og strømningskanaldesign
Avsmalningsvinkelen er den geometriske kjerneparameteren. En altfor skånsom avsmalning gir begrenset forbedring i tilgjengeligheten, mens en for bratt avsmalning kompromitterer strukturell stivhet og induserer høy-vibrasjon. Optimalisert konisk design sikrer jevn stivhetsovergang fra det proksimale skaftet til den distale spissen, og gir overlegen penetrasjon i trange anatomiske rom. I mellomtiden tar det indre hule lumen i bruk hydrodynamisk optimalisering, som direkte styrer effektiviteten av avfallssuging og anti-tilstopping. Den raffinerte strømningskanalen reduserer intern turbulens og sikrer rask, jevn evakuering av rusk, og opprettholder vedvarende klarhet i det intraoperative synsfeltet.
2. Portkonfigurasjon og skjæremekanisme
Skjærevinduet er det sentrale funksjonsområdet for vevsreseksjon. Dens størrelse, form og kantavslutning definerer instrumentell ytelse.
- Kaliber: Design med store-boringer muliggjør rask massedebridering av bløtvev som synovium, mens varianter av små-kaliber er skreddersydd for ultra-fine prosedyrer, inkludert labral debridering.
- Form: Sirkulære, elliptiske og laterale spordesigner skiller vevskontaktområder og kuttebaner for ulike kirurgiske behov.
- Kanttype: Glatte kanter med full-radius, taggete kanter og innskårne tenner danner et komplett funksjonelt spekter som strekker seg fra stump disseksjon og debridering til skarp transeksjon. Konsistensen av eggskarphet, slitestyrke og strukturell ensartethet garanterer forutsigbar og stabil kutteytelse.
II. Materialvitenskap og varmebehandlingsteknologi
1. Materialvalg
Avsmalnende barberblader av høy- ende er vanligvis laget av rustfritt stål med høy-ytelse som 440C og 17-4PH, eller spesialiserte medisinske legeringer. Kvalifiserte materialer må oppfylle strenge kriterier:
- Høy styrke og hardhet: Motstå sentrifugalkraft og skjæremotstand under høy-rotasjon på tusenvis av omdreininger per minutt, spesielt under beinsliping.
- Overlegen slitestyrke: Oppretthold skjæreskarpheten etter langvarig friksjon mot brusk, bløtvev og bein, og reduserer frekvensen av utskifting av intraoperativt instrument.
- Enestående korrosjonsbestandighet: Tåler gjentatt rengjøring, høy-dampsterilisering, plasmadesinfeksjon med hydrogenperoksid og komplekse biokjemiske miljøer i menneskelig vev for å unngå rust og ytelsesforringelse.
2. Varmebehandling og overflatemodifisering
Nøyaktige herdings- og tempereringsprosesser regulerer interne metallografiske strukturer, og oppnår en optimal balanse mellom styrke, hardhet og seighet. Avanserte overflatebehandlingsteknologier, inkludert diamant-som karbonbelegg, titannitridbelegg og spesialisert passivering, reduserer friksjonskoeffisientene ytterligere, forbedrer overflatehardheten og forbedrer slitasje- og korrosjonsbestandigheten. Tilpasset fargekoding via overflatebehandling letter også rask intraoperativ instrumentidentifikasjon.
III. Produksjonspresisjon og kvalitetskontroll
1. Mikron-skala maskinering
Strenge standarder håndheves for dimensjonstoleranse, konsentrisitet og dynamisk balanse. Små strukturelle avvik vil utløse høy-vibrasjon, uskarpe visuelle artefakter og utilsiktet skade på normalt intra-artikulært vev. Moderne produksjon er avhengig av høy-CNC-maskinverktøy, laserbehandling og automatisert polering for å møte ultra-høy presisjonskrav.
2. Strømsystemgrensesnitt
Forbindelsesleddet mellom bladet og det elektriske håndtaket er kjerneleddet for dreiemomentoverføring. Den krever rask, sikker låsing, tapsfri kraftutgang og pålitelig forsegling, og forhindrer at retrograd perfusjonsvæske og vevsrester skader-drevne håndstykker med høy verdi. Universell hurtig-design krever høy utskiftbarhet og lang- strukturell holdbarhet.
3. Steril barriere og engangs-trend
Gjenbrukbare konvensjonelle metallblader lider av uunngåelige ulemper, inkludert vanskelig dekontaminering, kryss{0}}infeksjonsrisiko forårsaket av gjenværende biologiske proteiner og progressiv ytelsesdempning. Koniske barberblader for engangs-kvalitet har derfor blitt det vanlige kliniske valget. Slike produkter integrerer høy-metallskjærehoder for pålitelig reseksjonsytelse og medisinske-konstruerte plastskafter for kostnadskontroll og uavhengig steril emballasje, som balanserer klinisk effektivitet og skalerbar industriell produksjon.
Konklusjon
Det tilsynelatende enkle, koniske barberbladet representerer en integrert prestasjon innen materialvitenskap, maskinteknikk, væskedynamikk, ergonomi og ultra-presisjonsproduksjon. Designet er et resultat av kontinuerlig optimalisering blant anatomiske begrensninger, vevsegenskaper og kirurgiske krav til effektivitet, nøyaktighet og sikkerhet. Produksjonen legemliggjør industriell stabilitet og pålitelighet i mikroskopisk skala. Når kirurger bruker disse instrumentene dyktig, bruker de ikke bare kliniske kirurgiske ferdigheter, men utnytter også et svært sofistikert industrielt system. Disse undervurderte, utsøkt konstruerte instrumentene underbygger sikkerheten, effektiviteten og repeterbarheten til moderne minimalt invasiv ortopedisk kirurgi, og sikrer stabil og pålitelig ytelse for hver artroskopisk prosedyre.