Produksjonsprosess og kvalitetskontroll - Et presist teknisk vidunder på mikronskala
May 14, 2026
I et aseptisk verksted i Guangzhou Development Zone gjennomgår ruller av rustfrie stålstrimler en 72-timers transformasjon fra råmaterialer til subkutane injeksjonsnåler. Dette tilsynelatende enkle metallrøret har en produksjonspresisjon som kan sammenlignes med bladene til flymotorer, med toleransekontroll målt i mikrometer. Hver prosess legemliggjør toppen av presisjonsproduksjonsteknologi.
Betraktninger på molekylært-nivå i materialvalg
Råmaterialet til sprøyten er vanligvis 316LVM rustfritt stål (VM står for vakuumsmelting) i henhold til ASTM A269-standarden. Karboninnholdet kontrolleres under 0,03 % for å minimere dannelsen av karbider under sveising. Den mer avanserte "elektroslagomsmeltingsprosessen" renser metallet til 99,99 % og reduserer svovel- og fosforurenheter til under 10 ppm, og eliminerer effektivt mikro-sprekker i sprøyten fra kilden. En toppprodusent i Japan bruker til og med "single crystal drawing"-teknikken, som får metallkornene til å justere retningsbestemt langs sprøytens akse, noe som øker utmattelsesmotstanden mot bøyning med 300 %.
Nanometer-nivåkontroll av rørforming
Fra det rustfrie stålbåndet til det hule røret krever det 20 påfølgende tegneprosesser. Den første 2-millimeter-tykke stripen sveises først sammen med laser for å danne en uendelig lang stripe, og trekkes deretter ned til måldiameteren gjennom formene på en trinnvis måte. Det mest kritiske trinnet med "reduksjon i diameter og veggtykkelse" bruker den flytende dorteknologien: en wolframkarbiddor er hengt opp inne i røret og danner et nanometer-nivågap med den ytre formen (typisk ±3 % av målveggtykkelsen). Den tyske importerte hydrauliske servo-tegnemaskinen kan justere spenningen til 10 millinewton i sanntid for å sikre at veggtykkelsens jevnhetsfeil er mindre enn eller lik 1,5 mikrometer. For å oppnå den ekstremt fine spesifikasjonen på 34G (ytre diameter 0,184 millimeter), må den utføres under argongassbeskyttelse for å forhindre mikro{14}}defekter forårsaket av høytemperaturoksidasjon.
Kunsten og vitenskapen om nålesliping
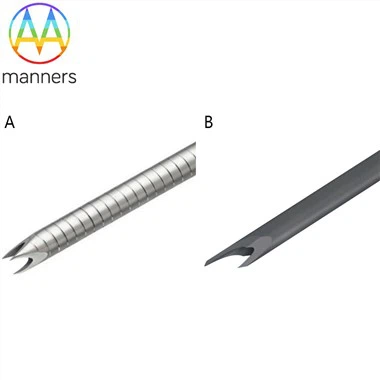
Slipingen av de tre skrånende nålespissene er den mest presise dansen i produksjonsprosessen. Den importerte CNC-slipemaskinen med seks-akser fra Japan bruker diamantslipeskiver til å kutte med en hastighet på 30 000 omdreininger per minutt. Skjæringspunktet mellom de tre skrå flatene - nålespissen - krever at en krumningsradius kontrolleres innenfor 20-50 mikrometer: for skarp (<20μm) makes it prone to bending, and too blunt (>50μm) øker punkteringsmotstanden betydelig. Den nyeste «laser-assistert sliping»-teknologi bruker først femtosekundlaser til å for-bore mikro-spor på nålespissen, og deretter finmaler den til en speil-lignende glatthet (Ra mindre enn eller lik 0,2 mikrometer), og reduserer punkteringskraften med 35 %.
Et revolusjonerende gjennombrudd innen prosessering av-sidehull
Sidehullene til tradisjonelle nåler er maskinert ved mekanisk pressing, noe som ofte resulterer i grader. I dag har laserboring blitt hovedstrømmen: Den høyfrekvente pulsede fiberlaseren fra IPG Company i USA sender ut laserstråler med en varighet på bare 10 pikosekunder. Den brenner et hull med en diameter på 0,1 millimeter på siden av nålrøret, med den termiske påvirkningssonen på bare 3 mikrometer. Det som er mer avansert er teknologien for "skrå sidehull" - ved å bruke en presis roterende fikstur, laseren faller inn i en vinkel på 82 grader, og danner et elliptisk sidehull som kan øke strømningshastigheten med 30 % samtidig som man unngår medikamentturbulensen forårsaket av de tradisjonelle rettvinklede sidehullene.
Molekylær selv-sammenstilling av silisium-baserte belegg
Det smørende belegget er på ingen måte en enkel spraypåføring. I et klasse 1000 renrom blir sprøyten først utsatt for plasmarensing for å oppnå en overflateenergi på over 72 dyn/cm. Deretter senkes den ned i en nano-emulsjon som inneholder silankoblingsmiddel. I en 120 graders herdeovn gjennomgår siloksanen en hydrolyse-kondensasjonsreaksjon, og danner et kovalent bindingslag med en tykkelse på bare 200 nanometer på overflaten. Ensartetheten til beleggtykkelsen til toppproduktet må kontrolleres innen ±15 nanometer. Etter 500 punkteringstester forblir friksjonskoeffisienten fortsatt mindre enn eller lik 0,1.
Den helautomatiske sammenstillingen av mikrometer-nivådansebevegelser
På produksjonslinjen som produserer 20 sprøyter per sekund, utfører maskinsynssystemet presis matching: koaksialiteten til nåleslangen og nåleholderen må være mindre enn eller lik 0,05 millimeter; ellers vil sidekraft genereres under injeksjonen, noe som forårsaker smerte. Medisinsk-epoksyharpikslim dispenseres nøyaktig med 0,3 milligram gjennom en piezoelektrisk jetventil, og det herder under UV-LED-bestråling på 0,5 sekunder. Lasersveisemaskinen utviklet i Sveits bruker en laserstråle med en pulsenergi på 2 joule og en varighet på 5 millisekunder for å danne et 0,3 millimeter dypt smeltet basseng ved kontaktflaten til nålrøret og nåleholderen. Sveisestyrken må tåle Større enn eller lik 20 Newtons trekkkraft.
Den ultimate utfordringen med steriliseringsverifisering
Den endelige terminalsteriliseringen utføres ved hjelp av etylenoksid (EO)-steriliseringsmetoden i henhold til EU EN ISO 11135-standarden. I et steriliseringskammer ved 50 grader og 60 % fuktighet holdes EO-gasskonsentrasjonen på 600 mg/L i 4 timer for å sikre eliminering av alle mikroorganismer, inkludert bakteriesporer. Den gjenværende EO må reduseres til mindre enn eller lik 1 ppm (for barneprodukter bør den være mindre enn eller lik 0,1 ppm). Det kreves et strengere «sterility assurance level» (SAL) på 10^-6, noe som betyr at sannsynligheten for å overleve mikroorganismer i én million sprøyter er mindre enn én.
Datalabyrinten av kvalitetskontroll
Hvert parti med produkter må bestå dusinvis av tester: 1) Test av stikkkraft: ved bruk av en simulert hud (polyuretanfilm) for deteksjon, må stikkkraften til en 34G-nål være mindre enn eller lik 0,3N; 2) Strømningstest: ved 25 grader må tiden for 1 milliliter vann å passere gjennom 34G-nålen være innenfor 120 ± 15 sekunder; 3) Bruddkrafttest: sprøyterøret må tåle et dreiemoment på mer enn eller lik 0,15N·m uten å knekke; 4) Biokompatibilitet: i henhold til ISO 10993 utføres tester for cytotoksisitet, sensibilisering og intradermal reaksjon; 5) Partikkelforurensning: antall større enn eller lik 10μm partikler frigjort av hver nål må være mindre enn eller lik 600.
Fremtidsvisjonen for intelligent produksjon
Industri 4.0 har gjennomsyret denne tradisjonelle industrien. Det "digitale tvillingsystemet" til en bestemt fabrikk i Tyskland genererer en unik ID-kode for hver sprøyte, som registrerer 3000 parametere fra smelting av råvarer til den endelige emballasjen. AI-visuelt inspeksjonssystemet bruker en dyp læringsalgoritme for å identifisere nålespissgrader, ujevne belegg osv. innen 0,1 sekunder, med en nøyaktighetsgrad på 99,97 %. Blockchain-teknologi brukes for sporbarhet i forsyningskjeden. Medisinske institusjoner kan få "full livssyklusarkiv" for denne nålespissen ved å skanne QR-koden.
Fra en rull på 2000-yuan med rustfri ståltråd til en enkelt medisinsk nål priset til 0,3 yuan, innebærer denne prosessen med en 1500-dobling i verdi å fremme industriell presisjon fra millimeternivå til mikrometernivå, og transformere kvalitetskontroll fra inspeksjon etter hendelse til inspeksjon av prosesser til enkel og uintelligent prosessprediksjon, optimalisert" engineering som er både forutsigbar og sporbar. I løpet av denne 72-timers produksjonsreisen bruker mennesker de mest presise maskinene for å lage de mildeste medisinske verktøyene - hver reduksjon i punkteringskraft og hver eliminering av grader gir mindre smerte for pasienten og lavere risiko for infeksjon.